کنترل کیفیت سیم و کابل
دستگاه کشش راد سنگین مفتول (راد) / مراحل تولید سیم و کابل
دستگاه کشش راد
دستگاه های کشش راد با داشتن ۱۵ عدد کپستن ردیفی و انتقال چرخ دنده های پیوسته و یا امکان بکار گیری
الکتروموتورهای مجزا، می تواند بعنوان دستگاه مدیوم نیز بکار گرفته شود.
https://fapool.ir/file/53421/?ref=sbargh.ir

همچنین بمنظور صرفه جویی در زمان تولید و بالا بردن مقدار آن در ساعت ، طراحی و ساخت دستگاه های دو
ردیفه با دو مفتول ورودی و مجهز به کپستن با موتور جداگانه نیز می تواند تولید و تهیه شود. این دستگاه توسط
تابلوی کنترل پیشرفته راه اندازی و کنترل می شود و کپستن خشک کن نهایی ماشین راد مجهز به موتور درایودار
AC می باشد.

مشخصات فنی روغن کشش مس (سیم و کابل)
https://fapool.ir/file/51570/?ref=sbargh.ir
-
سرعت خطی از ۸ الی ۲۸ متر بر ثانیه برای مدل های محتلف سبک و سنگین.
-
مجهز به الکتروموتوزهای مجزا برای هر بلوک .
-
مجهز به تابلوی برق و سیستم کنترل (PLC) با درایوهای کنترل AC زیمنس
-
ظرفیت تولید ۳۰۰ الی ۲۰۰۰ کیلوگرم مفتول نازک شده در ساعت .

امولوسیون کشش سنگین (آب و صابون)
-
مجهز به پدال قالب کشی.
-
مجهز به پدال تخلیه سریع مخزن مایع روغن کشش .
-
مجهز به سیستم قالب گردان.
-
مجهز به تابلوی اپراتوری PLC و صفحه برنامه ریزی (TOUCH PANEL) و نشانگرهای سرعت خط و متراژ و ….
-
تیپ خنک شدن کپستن و قالب ها به روش غوطه وری در مایع کشش.
-
مجهز به سیستم گردشی خنک شدن مایع کشش.
-
مجهز به درب های حوضچه روغن کشش برای جلوگیری از پخش مایع در زمان کار.
-
مجهز به بوق هشدارتخلیه و یا کاهش روغن کشش.
https://fapool.ir/file/41634/?ref=sbargh.ir
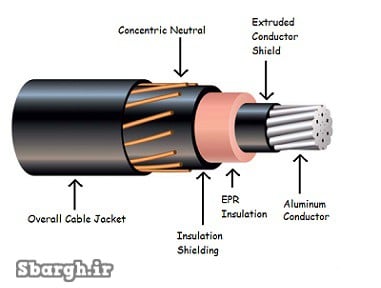
در این بخش از مراحل تولید سیم و کابل مفتول ۸ میلی متری پس از عبور از حداکثر ۱۶ قالب به مفتول ۱٫۳۸ میلی
متری جهت تغذیه بخش کشش سبک فاین یا مفتولهایی با فطر ۱٫۷۴ و ۲٫۱۹ و ۲٫۶۸ و ۳٫۵۱ جهت تولید سیم های
مفتولی ۲٫۵ و ۴و ۶ و ۱۰ تبدیل می کنند.
(برای استفاده از مفتول جهت تولید سیم مفتولی قبل از ارسال به بخش اکسترودر عایق مفتولها می بایست آنیل
شوند. )
نامیزان بودن دستگاه کشش راد (عدم بالانس) تاثیر زیادی در کاهش قطر مفتول دارد و گاه حتی با وجود بهره گیری
از حدیده مناسب،قطر سیم خروجی به دلیل عدم تطابق سرعت کشنده با جمع کن کاهش می یابد و همچنین این
امر باعث آسیب به کپستن ها که به مرور زمان باعث بوجود آمدن شیار روی سطح آنها خواهد شد.( بوجود آمدن
شیار روی کپستن ها باعث ایجاد لغزش بین سطح مفتول مس و کپستن ها می شود که منجر به از بین رفتن
کپستن و حدیده و افزایش مصرف برق و همچنین افزایش صدای راد حین تولید خواهد شد.)
 اطلاعات و نکات عملی در ارتباط با آب صابون(روغن کشش)
اطلاعات و نکات عملی در ارتباط با آب صابون(روغن کشش)

همچنین چیدمان حدیده ها و کیفیت آنها بر قطر سیم خروجی و تلرانس آن تاثیر می گذارد. خوردگی سطح کاپستن
ها و ایجاد شیار بر روی آنها علاوه بر کاهش کیفیت هادی سیم و کابل بر روی طول عمر حدیده ها نیز تاثیر منفی
خواهد داشت. کیفیت پائین روغن کشش و حرارت بالا در آن و عدم کنترل غلظت و درصد چربی آب صابون منجر به
فرسودگی حدیده ها و دستگاه کشش راد یا مدیوم و یا فاین خواهد شد.
https://fapool.ir/file/50088/?ref=sbargh.ir
کنترل هایی که واحد کنترل کیفیت سیم کابل بایستی بر روی دستگاه راد هنگام کشش و نازک کاری مفتول انجام
دهند عبارتند از :
۱- کنترل قطر مفتول خروجی (بهتر است از قطر سنج لیزری در خروجی راد استفاده شود تا در هر لحظه بتوان قطر
خروجی را مشاهده کرد)

۲- کنترل شکل ظاهری مفتول ها و اندازه گیری دو پهنی آنها با دقت ۰٫۰۱ میلی متر (سطح مس بایستی تمیز و
عاری از روغن کشش و صاف و صیقلی باشد)
۳- کنترل ریوایند و تراورس مفتول بر روی قرقره فلزی (مفتول بایستی بصورت منظم بر روی قرقره جمع آوری شود تا
در حین عایق زنی یا تابیده شدن در دستگاه تابنده هادی ریزش نداشته باشد)
۴-کنترل درصد چربی، غلظت سولوشن،دما و اندازه گیری هدایت الکتریکی آب صابون (این آیتم های کنترلی در
بعضی شرکتهای سیم و کابل به عهده واحد کنترل کیفیت سیم و کابل و یا آزمایشگاه سیم و کابل و یا واحد فنی
سیم و کابل می باشد)
آشنایی با رفراکتومتر (Refractometer)

۵- در دستگاه های راد آنیل سرخود که امروزه تمام دستگاه های موجود از این نوع می باشد (افزایش سرعت و
کیفیت مفتول خروجی و آنیل کاری) بایستی روی صفحه نمایش درصد اعمال آنیل مورد نظر را نیز بررسی کرد.
https://fapool.ir/file/58783/?ref=sbargh.ir
https://fapool.ir/file/55282/?ref=sbargh.ir
https://fapool.ir/file/53009/?ref=sbargh.ir